

एक पंच प्रेस पर कई हॉट फोर्जिंग प्रक्रियाओं को केंद्रित करते हुए, पंच प्रेस, इलेक्ट्रिक भट्टी और पूरी तरह स्वचालित फीडिंग मशीन के स्टॉप को नियंत्रित करने के लिए केवल एक व्यक्ति की आवश्यकता होती है, और एक ऑपरेटर दो से अधिक उत्पादन लाइनों की निगरानी कर सकता है, जिससे कर्मचारियों की संख्या कम होती है और श्रम तीव्रता घटती है।.
बाएँ और दाएँ आंदोलन के लिए सर्वो मोटर, स्क्रू रॉड और वायर ट्रैक का उपयोग करें, क्लैंपिंग क्रिया के लिए सिलेंडर और एयर वाल्व का उपयोग करें, उपकरणों को चिकनाई देने के लिए पूर्ण स्वचालित चिकनाई पंप का उपयोग करें, और एन्कोडर्स, पीएलसी और टच स्क्रीन जैसे अन्य घटकों का उपयोग करें, जो सर्वो मोटर, सिलेंडर और अन्य घटकों को एक साथ काम करने में सक्षम बनाते हैं, और रोबोटिक आर्म को पंच प्रेस के साथ पूरी तरह से समकालिक करते हैं। इसमें दोष अलार्म फ़ंक्शन भी है, जो इस रोबोटिक आर्म के मॉडल को संचालित करने में आसान, बहु-कार्यात्मक, कम विफलता दर वाला और रखरखाव में आसान बनाता है।.
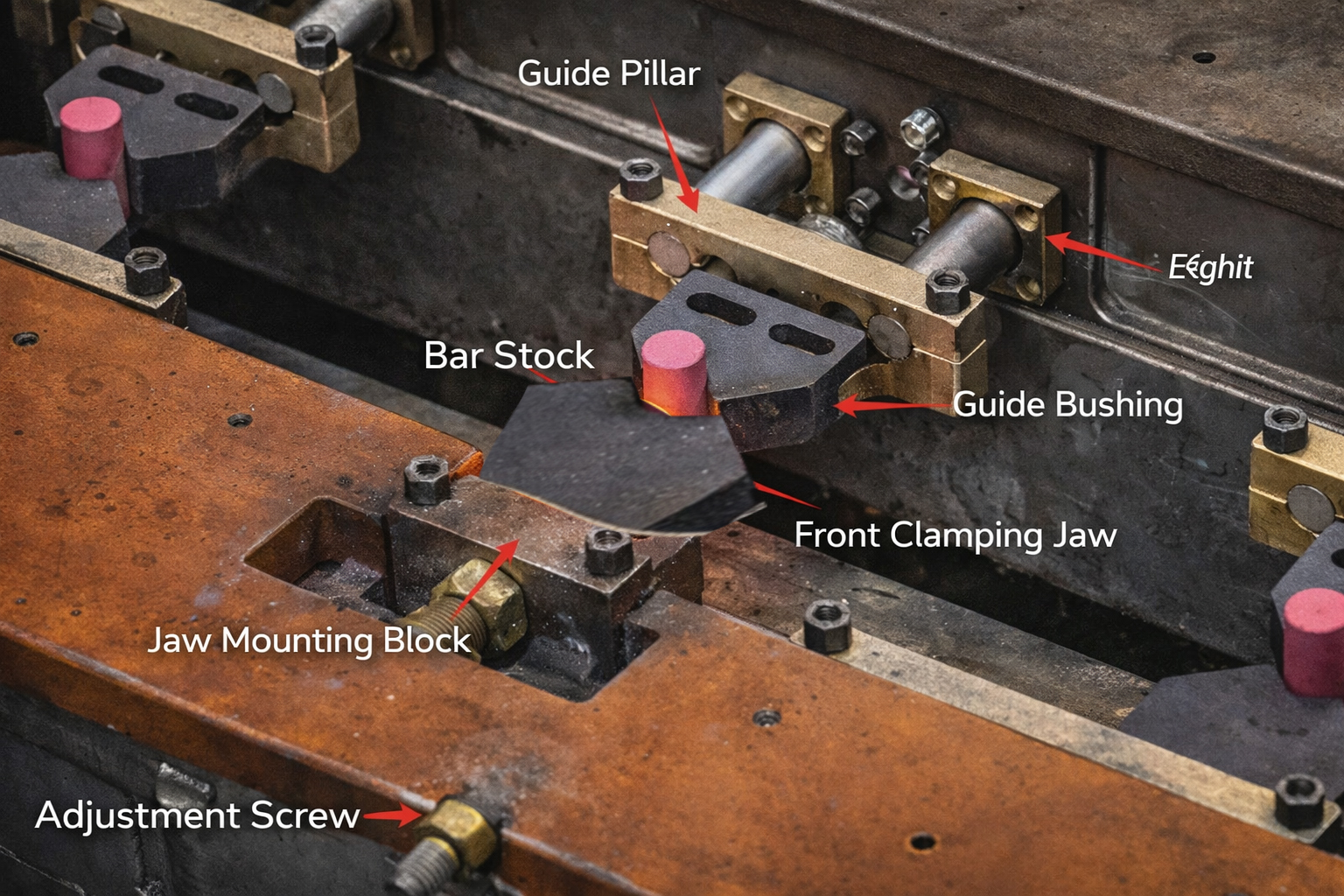
एक पंजा सामने और एक पंजा पीछे, प्रत्येक सिलेंडर द्वारा आगे-पीछे चलाया जाता है, जिससे ब्लैंक कस जाता है। सामने की बीम सिलेंडर पीछे की बीम सिलेंडर से दो आकार बड़ी है। सामने और पीछे को स्थिति निर्धारण के लिए समायोजन स्क्रू द्वारा समायोजित किया जाता है, जबकि पीछे की बीम सिलेंडर कसने का कार्य करती है।.
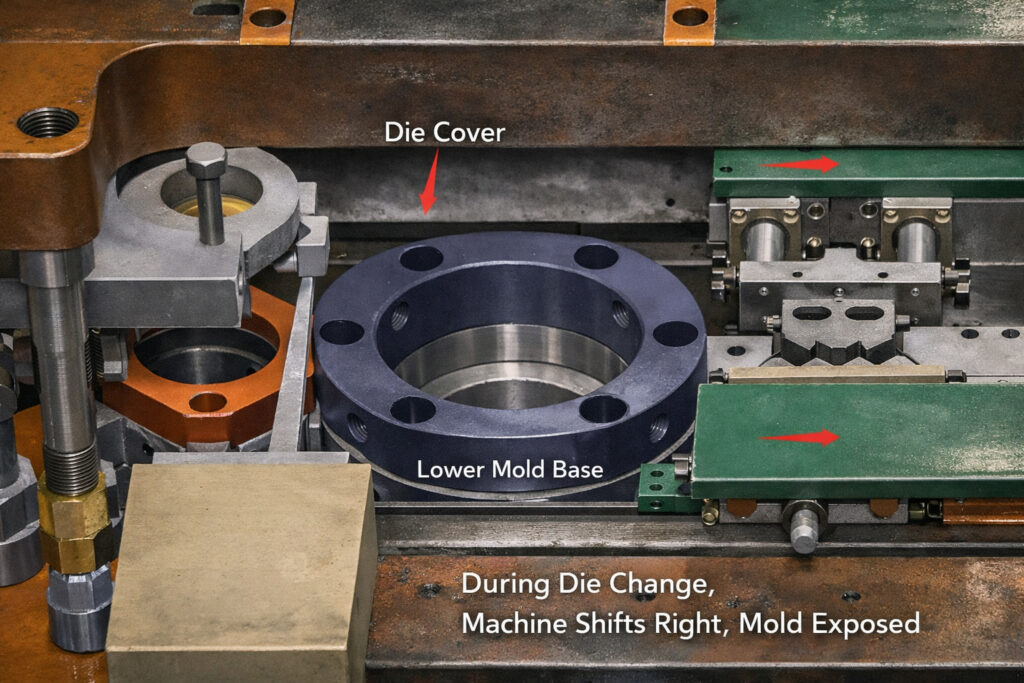
रोबोटिक आर्म दाईं ओर खिसकता है, जिससे साँचा उजागर हो जाता है, अच्छी दृश्यता मिलती है और साँचे को आसानी से बदला जा सकता है, ठीक वैसे ही जैसे पंच प्रेस में बिना रोबोटिक आर्म के साँचे को बदला जाता है। जैसा कि निम्नलिखित आकृति में दिखाया गया है।.
कठोर समर्थन सामग्री का उपयोग करते हुए, तनाव रॉड्स को आमतौर पर सममित रूप से व्यवस्थित किया जाता है, जिससे तनाव की स्थिति अच्छी रहती है। यदि पंचिंग मशीन के साथ फीडिंग डिवाइस आता है, तो पंचिंग मशीन द्वारा प्रदान किया गया फीडिंग डिवाइस उपयोग किया जा सकता है।.
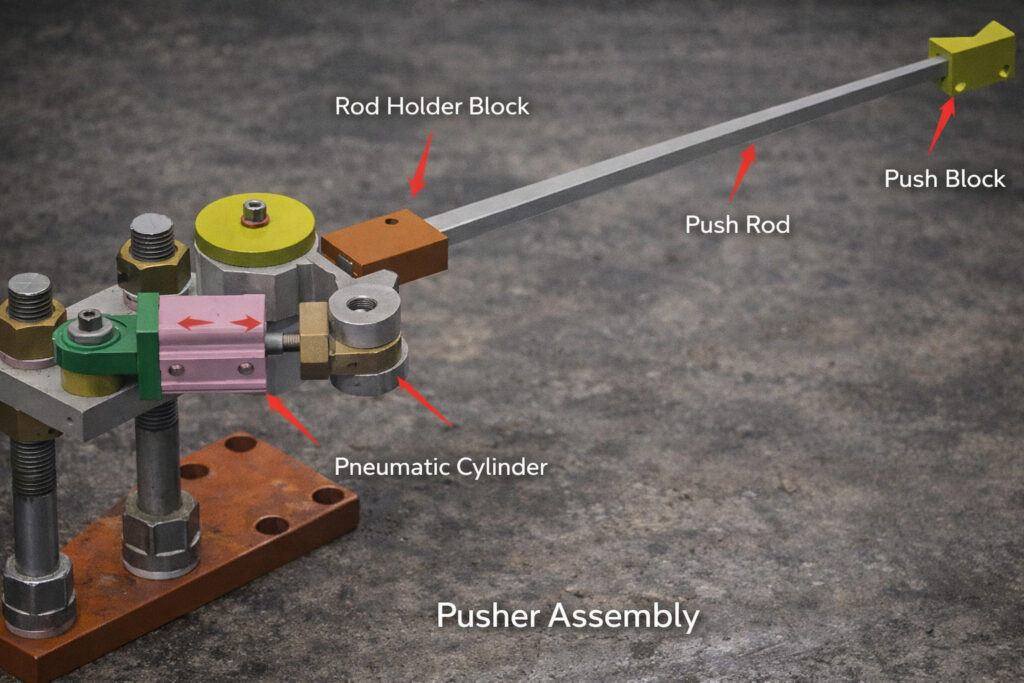
सामान्यतः, जब उत्पाद का वजन 3 किलोग्राम से अधिक न हो, तो दाहिनी ओर दिखाए गए चित्र के अनुसार फीडिंग रॉड का उपयोग करके इसे बाहर धकेलें। जब वजन 3 किलोग्राम से अधिक हो और उत्पाद का निचला हिस्सा सपाट हो, तो इसे प्लायर्स से बाहर धकेला जा सकता है।.
जब अंतिम प्रक्रिया पंचिंग मोल्डिंग (निचले मोल्ड में गुहा के साथ) हो और ब्लैंक को फीडिंग रॉड से पंच करके बाहर नहीं निकाला जा सकता, तो फीडिंग के लिए फीडिंग ट्रे का उपयोग किया जा सकता है, लेकिन संवेदनशील भागों की संख्या बढ़ने के कारण इसकी आवश्यकता न होने पर इसकी सिफारिश नहीं की जाती।.
जब अंतिम प्रक्रिया पंचिंग मोल्डिंग (निचले मोल्ड में गुहा के साथ) हो और ब्लैंक को फीडिंग रॉड से पंच करके बाहर नहीं निकाला जा सकता, तो फीडिंग के लिए फीडिंग ट्रे का उपयोग किया जा सकता है, लेकिन आरेख में दिखाए अनुसार संवेदनशील भागों की संख्या बढ़ जाने के कारण इसकी आवश्यकता न होने पर इसकी अनुशंसा नहीं की जाती।.
नट, वॉशर, स्लीव, गियर, बेयरिंग, आकारित पुर्जे और अन्य उत्पाद।.
इसे अर्ध-स्वचालित रूप से संचालित किया जा सकता है, अर्थात् ऑपरेटर प्रत्येक कार्यस्थान पर कोई असामान्यता न होने की जांच करने के बाद पैर के स्विच को दबाता है, पंचिंग मशीन चलती है और यांत्रिक भुजा एक साथ बाईं ओर हिलकर बिलेट को अगले कार्यस्थान पर भेजती है। जब उत्पादन लाइन स्थिर हो जाती है, तो यह पूरी तरह स्वचालित रूप से भी काम कर सकती है, लेकिन तब भी एक व्यक्ति की निगरानी आवश्यक होती है। जब उत्पादन लाइन स्थिर हो जाती है, तो एक व्यक्ति दो से अधिक मशीनों की निगरानी कर सकता है।.
इसमें रोबोटिक आर्म, मोल्ड फ्रेम (ऊपरी और निचले टेम्पलेट, मोल्ड सीट, गाइड कॉलम, ऊपरी और निचला मोल्ड कवर, लीकेज कम्पोनेंट आदि), सामग्री समर्थन घटक, विद्युत नियंत्रण आदि शामिल हैं। रोबोटिक आर्म स्थापित करने के बाद पानी और मोल्ड स्थापित किए जाते हैं। स्लाइडिंग ग्रूव वाले रोबोटिक आर्म गाइड पाइप से इलेक्ट्रिक भट्टी को जोड़ने के बाद परीक्षण उत्पादन किया जा सकता है।.