

Благодаря концентрации нескольких процессов горячей ковки на одном штамповочном прессе и управлению остановкой штамповочного пресса, электропечи и полностью автоматической подающей машины, для работы одной линии горячей ковки требуется только один человек, а один оператор может контролировать более двух линий, что позволяет сократить количество рабочих и снизить трудоемкость.
Используйте сервомоторы, винтовые стержни и проволочные направляющие для обеспечения подачи влево и вправо, цилиндры и пневматические клапаны для обеспечения зажимного действия, полностью автоматические смазочные насосы для смазки оборудования, а также энкодеры PLC、 сенсорный экран и другие компоненты, которые позволяют сервомотору, цилиндру и другим компонентам работать вместе, обеспечивая идеальную синхронизацию роботизированной руки с штамповочным прессом. Он также имеет функцию сигнализации о неисправностях, что делает эту модель роботизированной руки простой в эксплуатации, многофункциональной, с низким уровнем отказов и легкой в обслуживании.
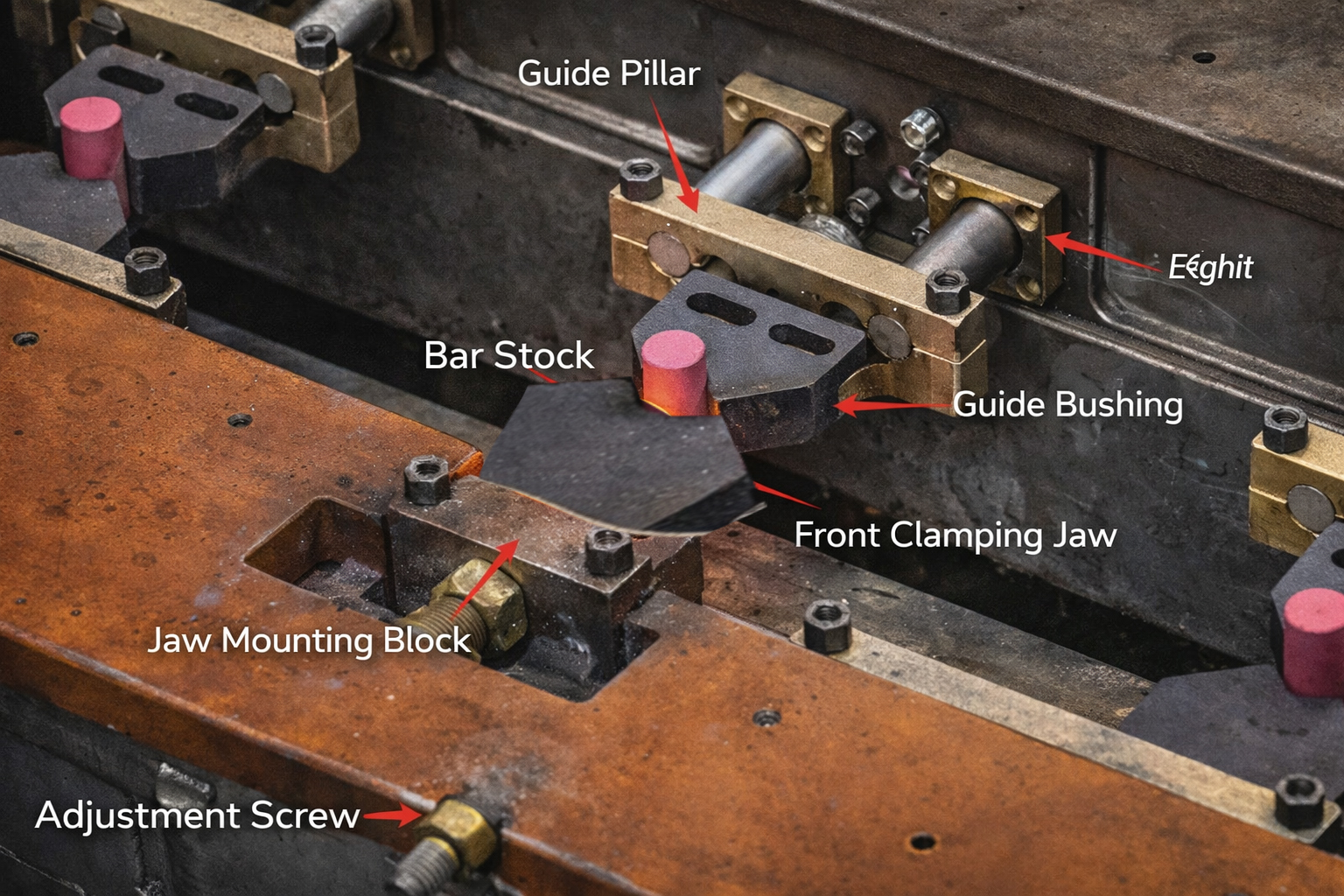
Один захват спереди и один сзади, каждый из которых приводится в движение цилиндром для перемещения вперед и назад, тем самым зажимая заготовку. Передний цилиндр балки на два размера больше заднего цилиндра балки. Передний и задний цилиндры регулируются с помощью регулировочных винтов для обеспечения позиционирования, а задний цилиндр балки обеспечивает зажим.
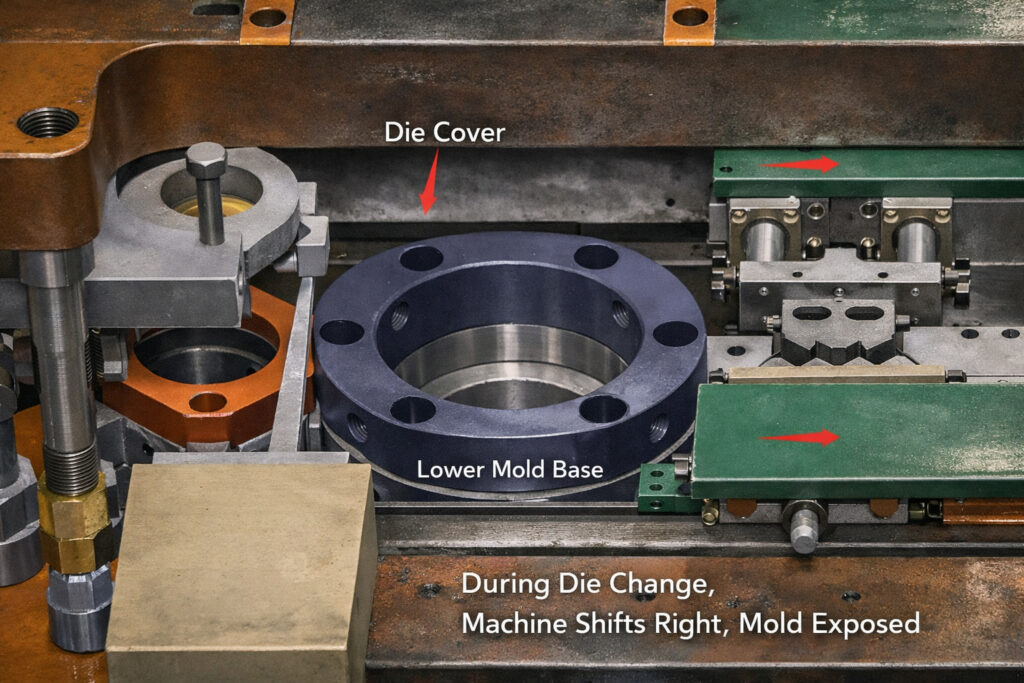
Роботизированная рука перемещается вправо, обнажая форму, обеспечивая хорошую видимость и облегчая замену формы, аналогично штамповочному прессу без роботизированной руки для замены формы. Как показано на следующем рисунке.
При использовании жестких опорных материалов натяжные стержни обычно располагаются симметрично, с хорошими условиями напряжения. Если штамповочная машина оснащена устройством подачи, можно использовать устройство подачи, поставляемое вместе с штамповочной машиной.
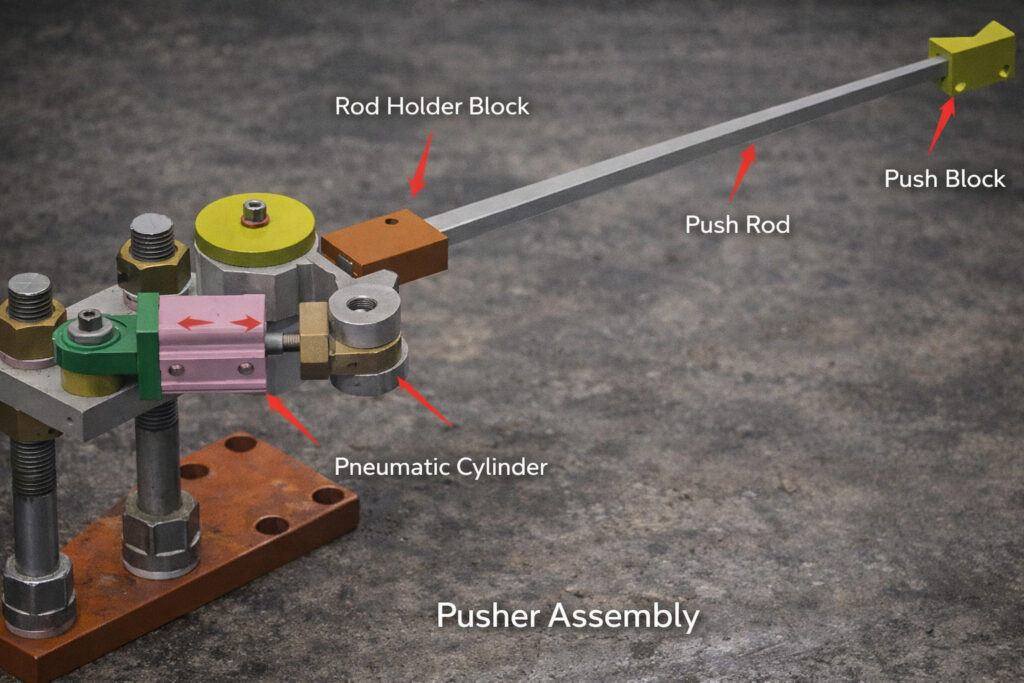
Как правило, если вес продукта не превышает 3 кг, используйте подающий стержень, чтобы вытолкнуть его, как показано на рисунке справа. Если вес превышает 3 кг, а дно продукта плоское, его можно вытолкнуть с помощью плоскогубцев.
Когда конечным процессом является штамповка (с полостью в нижней форме) и заготовку невозможно выштамповать с помощью подающего стержня, для подачи можно использовать подающий лоток, но это не рекомендуется, если в этом нет необходимости, поскольку увеличивается количество уязвимых частей.
Когда конечным процессом является штамповка (с полостью в нижней форме) и заготовка не может быть выштампована с помощью подающего стержня, для подачи можно использовать подающий лоток, но это не рекомендуется, если это не является необходимым из-за увеличения количества уязвимых частей, как показано на рисунке.
Гайки, шайбы, втулки, шестерни, подшипники, профильные детали и другие изделия.
Она может работать в полуавтоматическом режиме, то есть после того, как оператор проверит, что на каждой рабочей станции нет никаких отклонений, он нажимает на педаль, штамповочная машина приводится в движение, и одновременно механический рычаг перемещается влево, чтобы отправить заготовку на следующую рабочую станцию. Когда производственная линия стабильна, она также может работать в полностью автоматическом режиме, но все равно требуется один человек для контроля. Когда производственная линия стабильна, один человек может контролировать более двух машин.
Включая роботизированную руку, раму формы (включая верхний и нижний шаблоны, седло формы, направляющую колонну, верхнюю и нижнюю крышку формы, утечку компонента и т. д.), компонент поддержки материала, электрическое управление и т. д. После установки роботизированной руки устанавливаются вода и форма. После подключения электрической печи к направляющей трубе роботизированной руки с помощью скользящей канавки можно приступить к пробному производству.