

Bir zımba presinde birkaç sıcak dövme işlemini yoğunlaştırırken, zımba presinin, elektrikli fırının ve tam otomatik besleme makinesinin durdurmasını kontrol ederek, bir sıcak dövme üretim hattını çalıştırmak için sadece bir kişi gerekir ve bir operatör iki üretim hattından fazlasını denetleyebilir, bu da işçi sayısını azaltır ve iş yoğunluğunu düşürür.
Sol ve sağ hareket beslemesi için servo motorlar, vida çubukları ve tel raylar kullanın, sıkıştırma işlemi için silindirler ve hava valfleri kullanın, ekipmanı yağlamak için tam otomatik yağlama pompaları kullanın ve enkoderler PLC、 Dokunmatik ekran ve diğer bileşenler, servo motor, silindir ve diğer bileşenlerin birlikte çalışmasını sağlayarak robot kolunu zımba presiyle mükemmel bir şekilde senkronize eder. Ayrıca arıza alarmı işlevine de sahiptir, bu da bu robotik kol modelini kullanımı kolay, çok işlevli, arıza oranı düşük ve bakımı kolay hale getirir.
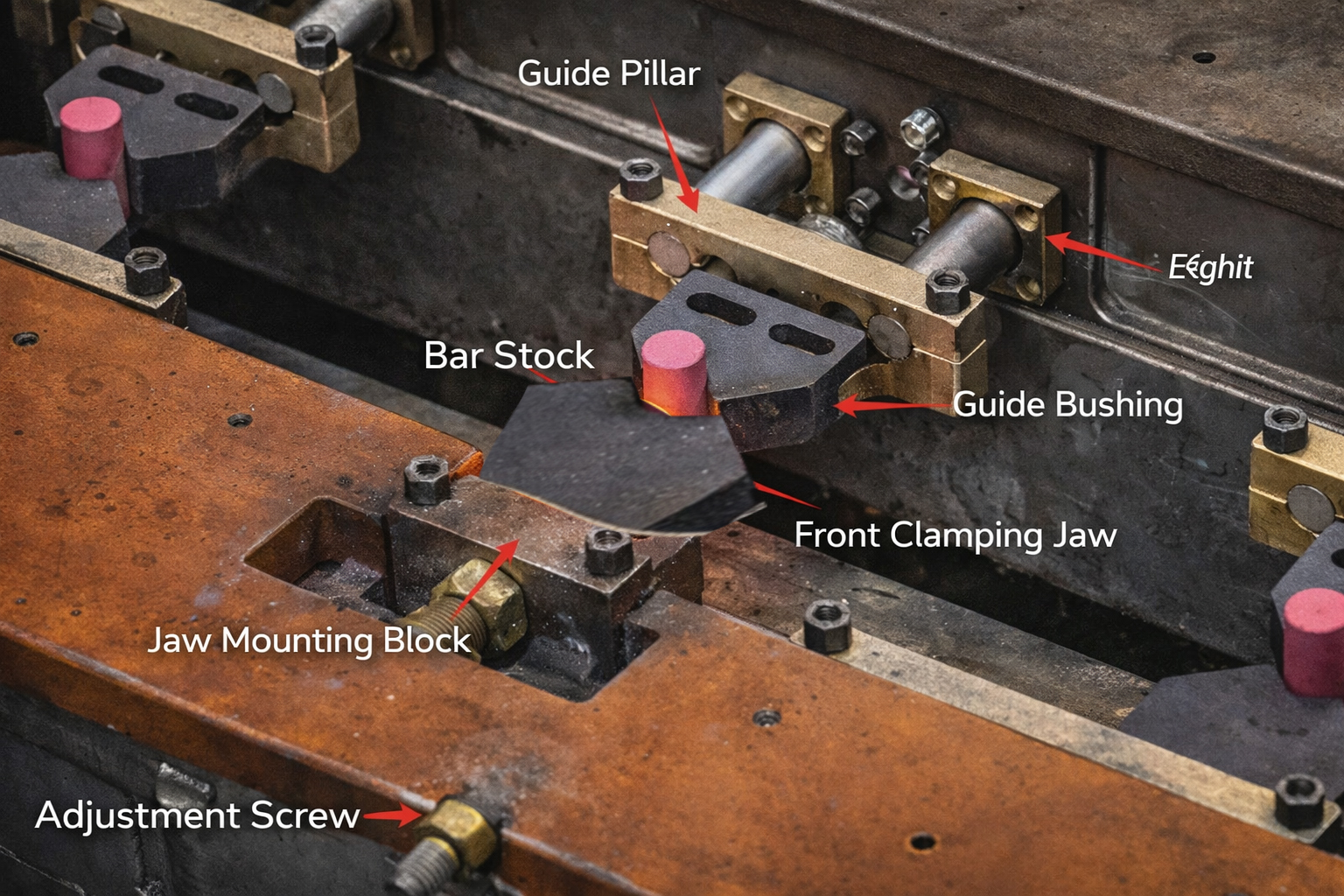
Önde bir pençe ve arkada bir pençe, her biri bir silindir tarafından ileri ve geri hareket ettirilerek boşluğu sıkıştırır. Ön kiriş silindiri, arka kiriş silindirinden iki boy daha büyüktür. Ön ve arka, konumlandırma sağlamak için ayar vidalarıyla ayarlanırken, arka kiriş silindiri sıkıştırma sağlar.
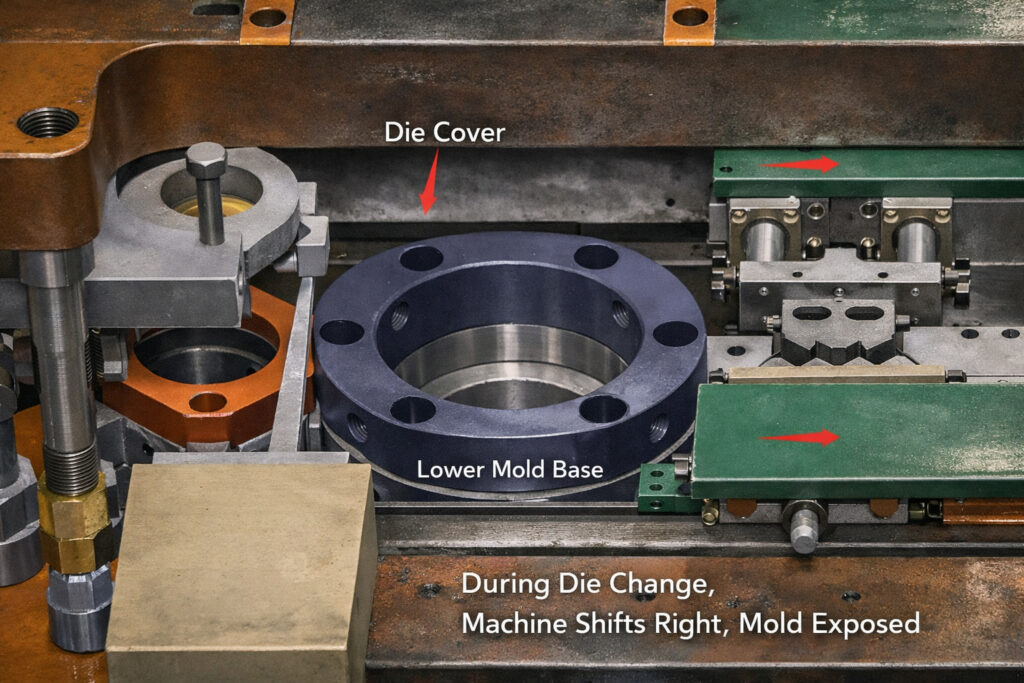
Robotik kol sağa doğru hareket ederek kalıbı ortaya çıkarır, böylece kalıbın iyi görünür olması ve kolayca değiştirilebilmesi sağlanır. Bu, kalıp değişimi için robotik kol bulunmayan zımba presine benzer. Aşağıdaki şekilde gösterildiği gibi.
Sert destek malzemeleri kullanılarak, gergi çubukları genellikle simetrik olarak düzenlenir ve iyi gerilme koşulları sağlanır. Delme makinesi bir besleme cihazı ile birlikte geliyorsa, delme makinesi tarafından sağlanan besleme cihazı kullanılabilir.
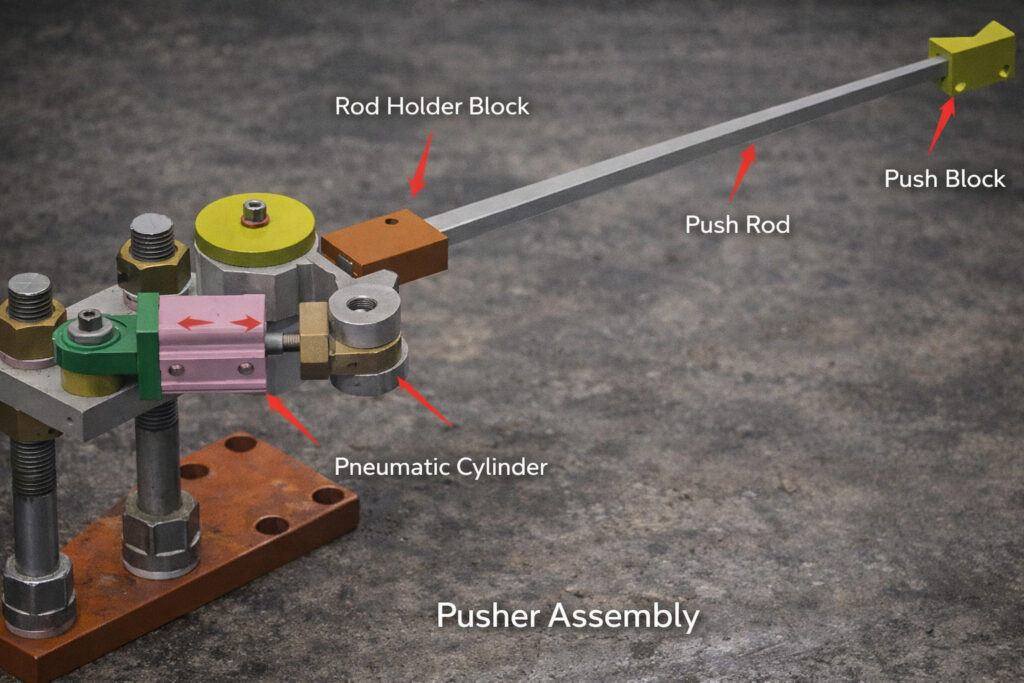
Genel olarak, ürünün ağırlığı 3 kg'ı geçmediğinde, sağdaki şekilde gösterildiği gibi bir besleme çubuğu kullanarak ürünü dışarı itin. Ağırlık 3 kg'ı geçtiğinde ve ürünün tabanı düz olduğunda, ürün pense ile dışarı itilebilir.
Son işlem delme kalıplama (alt kalıpta bir boşluk ile) olduğunda ve boşluk besleme çubuğu ile delinemediğinde, besleme için besleme tepsisi kullanılabilir, ancak hassas parçaların sayısının artması nedeniyle gerekli olmadıkça bu yöntem önerilmez.
Son işlem delme kalıplama (alt kalıpta bir boşluk ile) olduğunda ve boşluk besleme çubuğu ile delinemediğinde, besleme için besleme tepsisi kullanılabilir, ancak şekilde gösterildiği gibi hassas parçaların sayısının artması nedeniyle gerekli olmadıkça bu yöntem önerilmez.
Somunlar, pullar, manşonlar, dişliler, rulmanlar, şekillendirilmiş parçalar ve diğer ürünler.
Yarı otomatik olarak çalıştırılabilir, yani operatör her iş istasyonunda herhangi bir anormallik olmadığını kontrol ettikten sonra ayak pedalı üzerine basar, delme makinesi hareket eder ve mekanik kol aynı anda sola hareket ederek kütüğü bir sonraki iş istasyonuna gönderir. Üretim hattı istikrarlı olduğunda, tamamen otomatik olarak da çalışabilir, ancak yine de bir kişinin denetimi gerekir. Üretim hattı istikrarlı olduğunda, bir kişi ikiden fazla makineyi denetleyebilir.
Robotik kol, kalıp çerçevesi (üst ve alt şablonlar, kalıp yuvası, kılavuz kolon, üst ve alt kalıp kapağı, sızıntı bileşeni vb. dahil), malzeme destek bileşeni, elektrik kontrolü vb. dahil. Robotik kol takıldıktan sonra, su ve kalıp takılır. Elektrikli fırını kayar oluklu robotik kol kılavuz borusuna bağladıktan sonra deneme üretimi gerçekleştirilebilir.