

Tập trung nhiều quy trình rèn nóng trên một máy dập, đồng thời kiểm soát quá trình dừng của máy dập, lò điện và máy cấp liệu tự động hoàn toàn, chỉ cần một người vận hành một dây chuyền sản xuất rèn nóng. Một người vận hành có thể giám sát hơn hai dây chuyền sản xuất, giúp giảm số lượng công nhân và giảm cường độ lao động.
Sử dụng động cơ servo, thanh vít và đường ray dây để thực hiện chuyển động trái phải, sử dụng xi lanh và van khí nén để thực hiện chức năng kẹp, sử dụng bơm bôi trơn tự động hoàn toàn để bôi trơn thiết bị, và sử dụng bộ mã hóa PLC, màn hình cảm ứng và các thành phần khác để cho phép động cơ servo, xi lanh và các thành phần khác hoạt động cùng nhau, đồng bộ hóa hoàn hảo cánh tay robot với máy dập. Nó cũng có chức năng cảnh báo lỗi, khiến mô hình cánh tay robot này dễ vận hành, đa chức năng, tỷ lệ hỏng hóc thấp và dễ bảo trì.
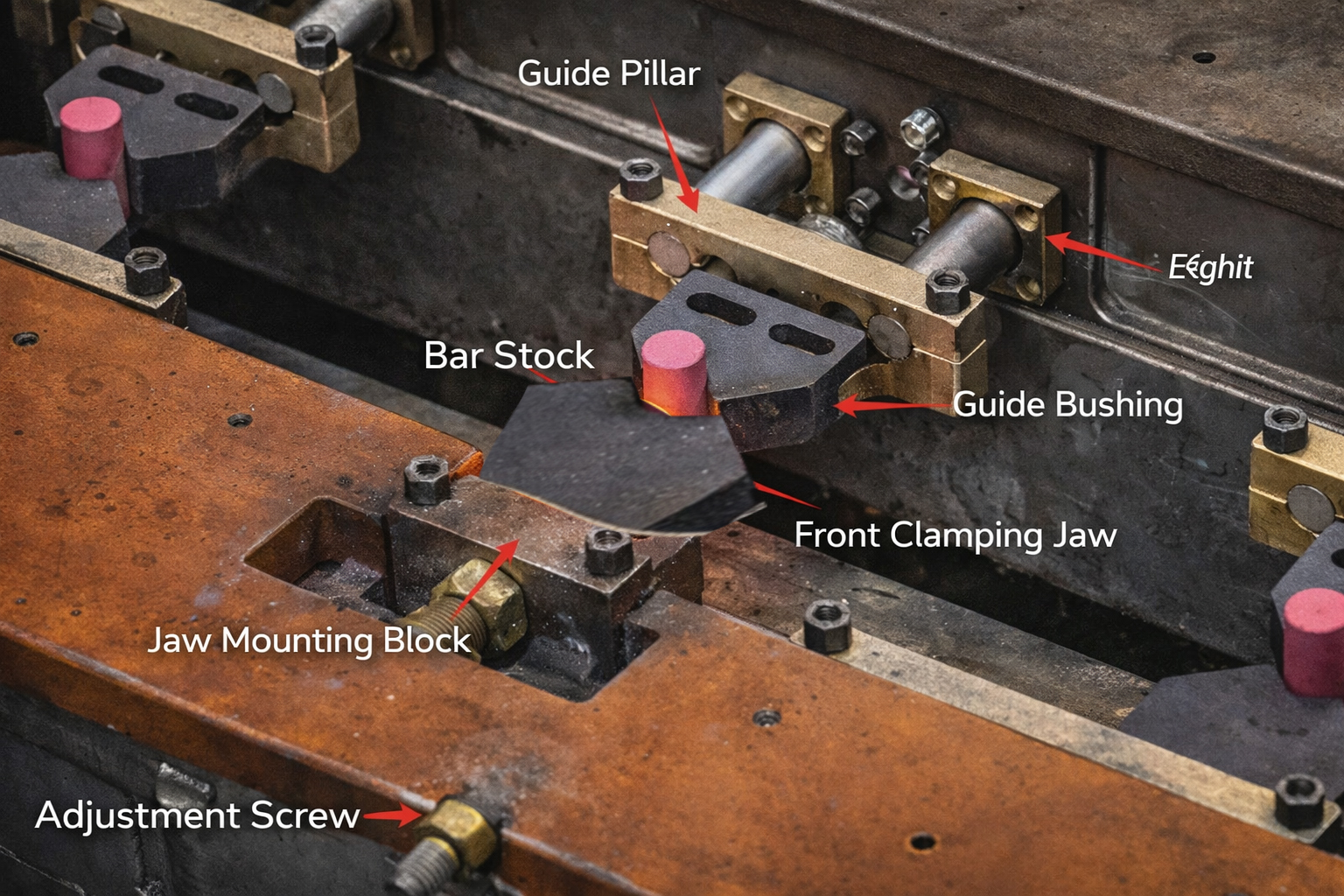
Một móng vuốt ở phía trước và một móng vuốt ở phía sau, mỗi móng vuốt được điều khiển bởi một xi lanh để di chuyển tiến và lùi, từ đó kẹp chặt phôi. Xi lanh thanh trước có kích thước lớn hơn hai cỡ so với xi lanh thanh sau. Phía trước và phía sau được điều chỉnh bằng các ốc điều chỉnh để đảm bảo vị trí, trong khi xi lanh thanh sau cung cấp lực kẹp.
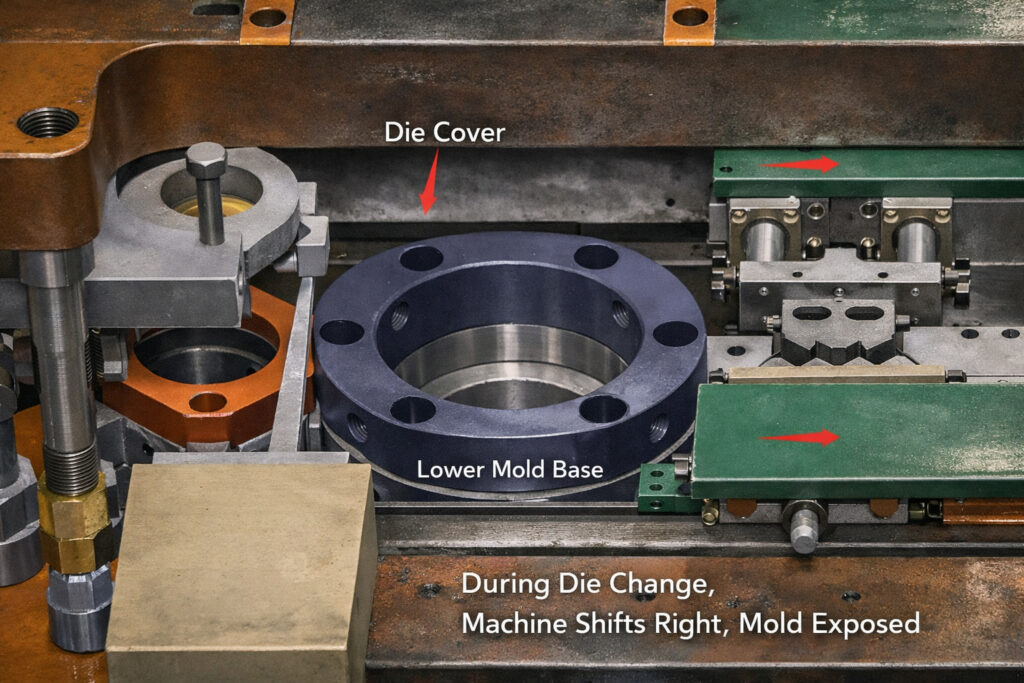
Cánh tay robot di chuyển sang phải, lộ ra khuôn, cung cấp tầm nhìn tốt và việc thay khuôn dễ dàng, tương tự như máy ép khuôn không có cánh tay robot để thay khuôn. Như được hiển thị trong hình sau.
Sử dụng vật liệu hỗ trợ cứng, các thanh căng thường được bố trí đối xứng, đảm bảo điều kiện ứng suất tốt. Nếu máy đục lỗ được trang bị thiết bị cấp liệu, thiết bị cấp liệu do máy đục lỗ cung cấp có thể được sử dụng.
Thông thường, khi trọng lượng của sản phẩm không vượt quá 3Kg, hãy sử dụng que đẩy để đẩy nó ra, như hình minh họa bên phải. Khi trọng lượng vượt quá 3Kg và đáy của sản phẩm phẳng, có thể sử dụng kìm để đẩy nó ra.
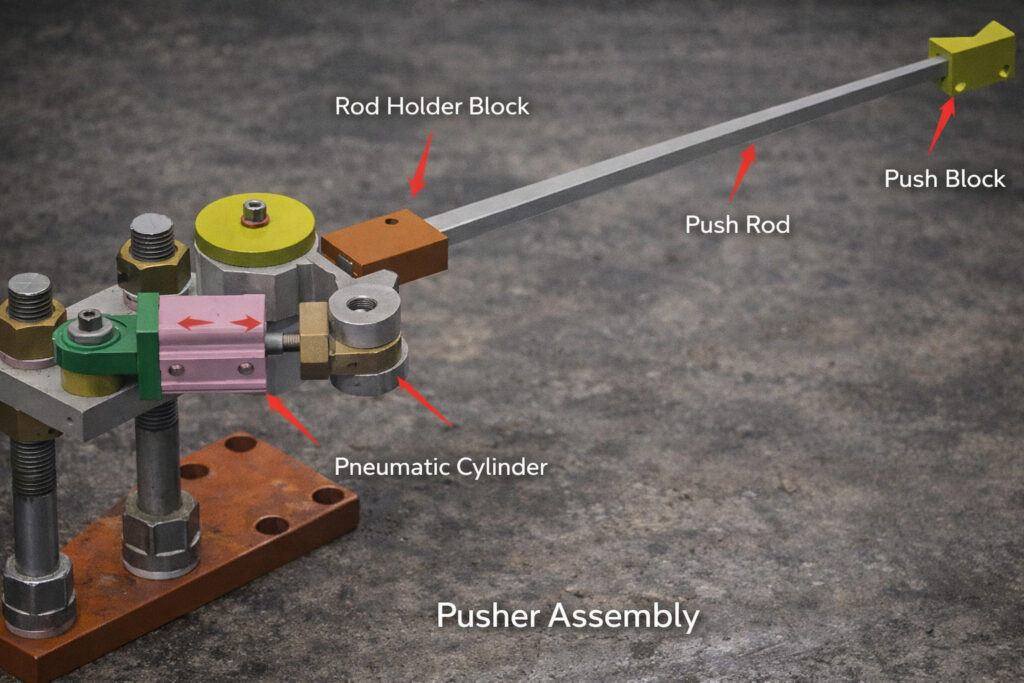
Khi quá trình cuối cùng là dập khuôn (với khoang trong khuôn dưới) và phôi không thể được dập ra bằng thanh đẩy, có thể sử dụng khay đẩy để cấp phôi, nhưng không nên sử dụng trừ khi thật sự cần thiết do số lượng các bộ phận dễ hư hỏng tăng lên.
Khi quá trình cuối cùng là dập khuôn (với khoang trong khuôn dưới) và phôi không thể được dập ra bằng thanh đẩy, có thể sử dụng khay đẩy để cấp phôi, nhưng không được khuyến khích trừ khi thật sự cần thiết do số lượng các bộ phận dễ hư hỏng tăng lên, như được minh họa trong hình.
Đinh ốc, đai ốc, ống lót, bánh răng, bạc đạn, các bộ phận có hình dạng đặc biệt và các sản phẩm khác.
Nó có thể hoạt động bán tự động, tức là sau khi người vận hành kiểm tra không có sự cố bất thường tại mỗi trạm làm việc, họ nhấn công tắc chân, máy đục lỗ di chuyển và cánh tay cơ khí di chuyển sang trái cùng lúc để đưa phôi đến trạm làm việc tiếp theo. Khi dây chuyền sản xuất ổn định, nó cũng có thể hoạt động hoàn toàn tự động, nhưng vẫn cần một người giám sát. Khi dây chuyền sản xuất ổn định, một người có thể giám sát hơn hai máy.
Bao gồm cánh tay robot, khung khuôn (bao gồm khuôn trên và dưới, đế khuôn, cột dẫn hướng, nắp khuôn trên và dưới, bộ phận chống rò rỉ, v.v.), bộ phận hỗ trợ vật liệu, hệ thống điều khiển điện, v.v. Sau khi lắp đặt cánh tay robot, nước và khuôn được lắp đặt. Sau khi kết nối lò điện với ống dẫn hướng của cánh tay robot thông qua rãnh trượt, có thể tiến hành sản xuất thử nghiệm.